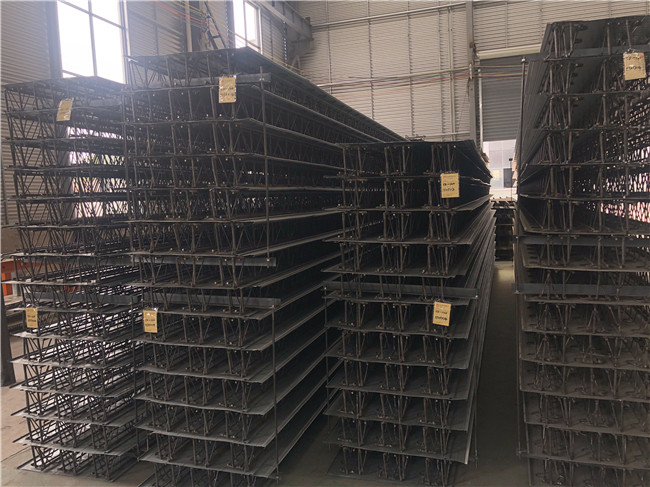
鋼結構箱型柱
隨(suí)著建(jiàn)築業不斷發展,建築高(gāo)度不斷刷新,箱型柱因為本身具有鋼(gāng)結構高強的特性,抗拉及抗彎性能好,內部還能夠灌注混(hún)凝土,充分利用混凝(níng)土抗壓性能(néng)好的優點,被(bèi)廣(guǎng)泛應用於各種框架結構中。
海橋梁鋼結構")
出產過程
1、數控切割機下料,切割出2條底板、2條腹板(bǎn)、多塊(kuài)隔板。
2、移動(dòng)U型/箱型梁組立一體機,順次在每一塊隔板處對腹板進行側向夾緊,使腹(fù)板緊靠隔板,對好位置後進行點焊固定(dìng),直至將腹板與(yǔ)每一塊隔(gé)板貼緊為止。
3.裝有焊頭的焊(hàn)臂經過滑板和台車作水平、上下運動,使CO2焊(hàn)頭(tóu)上的焊嘴對(duì)準焊縫,焊臂上設有氣動彈性(xìng)機械(xiè)導弧設備(bèi),然後有移動台車在導軌上作(zuò)直(zhí)線行走,進行箱型梁坡口平焊縫的自動打底焊接。
鋼結構")
4.用90度翻轉機將工件翻轉(zhuǎn)90度(dù)並移動到電渣焊下方的工件架上,對每(měi)一個電渣焊口進行電渣焊操(cāo)作,直至完結所(suǒ)有電渣焊(hàn)口的焊接。
電渣焊(hàn)區配備了2台電渣焊機,能夠依據焊接工藝要求進行對(duì)稱焊接,每台電渣焊機每次可同時焊接2個(gè)電渣焊口。
5.主要用(yòng)於對箱型梁進行埋弧焊接。對箱型梁進行埋弧焊能夠采用(yòng)單弧(hú)單絲和雙(shuāng)弧雙絲兩種方式。單(dān)弧單絲裝備靈敏,雙弧雙絲能進步焊接效率。
6、經(jīng)過輥道將(jiāng)箱形工件輸送到端(duān)麵銑削區,對工件(jiàn)的(de)端麵(miàn)進行(háng)銑削操作。注(zhù):端麵銑(xǐ)削區的裝備能(néng)夠是2台端麵銑也能夠是1台端麵銑。


 掃一掃進入手機站
掃一掃進入手機站





 當前位置:
當前位置:
 熱門推薦
熱門推薦